加氣磚加氣板混凝土砌塊及板材生產線 MES解決方案,北京天思天心助力企業信息化、數字化、智慧化


目錄
1 目標
2 背景
2.1公司介紹
2.2 信息化基礎
2.3 項目范圍
2.4生產產品及生產特點
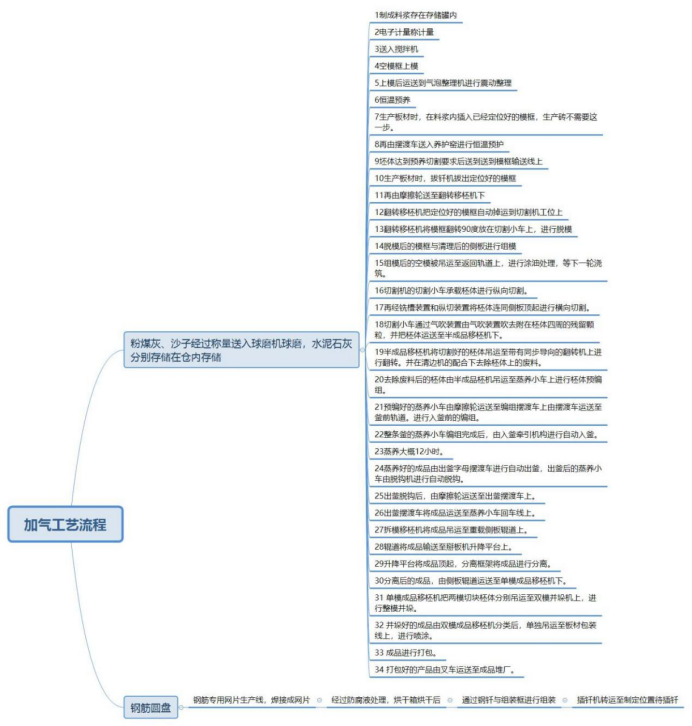
2.5工藝流程
3 業務流程
3.1 銷售訂單
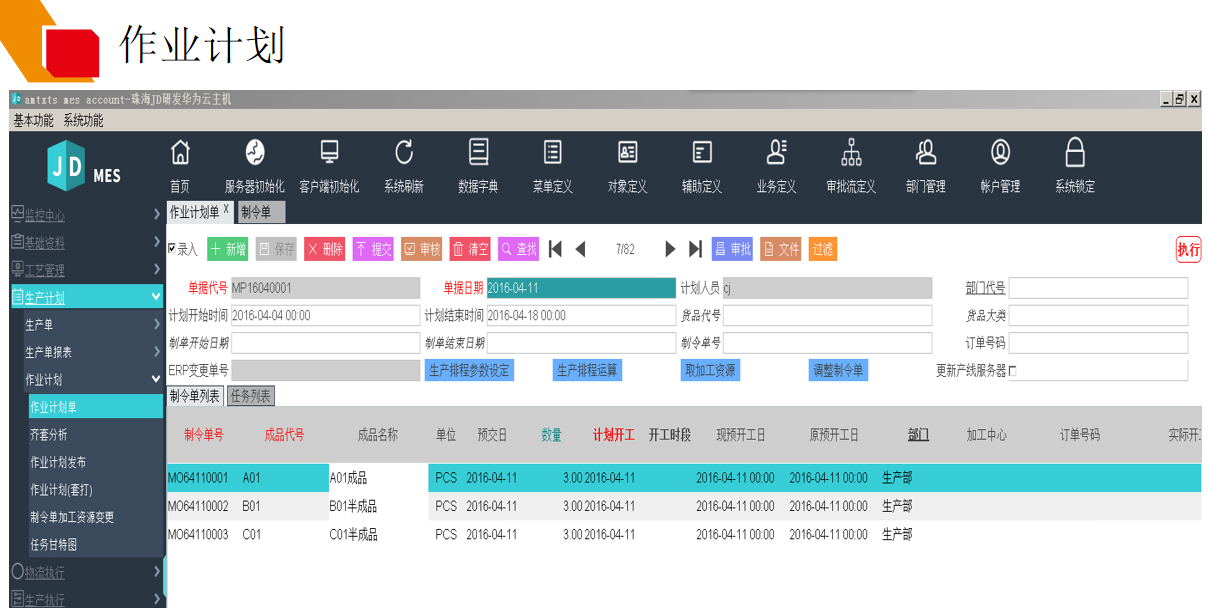
3.2 生產計劃
3.3 生產任務單(生產工單)
3.4 工藝和配方
3.5產品入堆場
4 車間現場
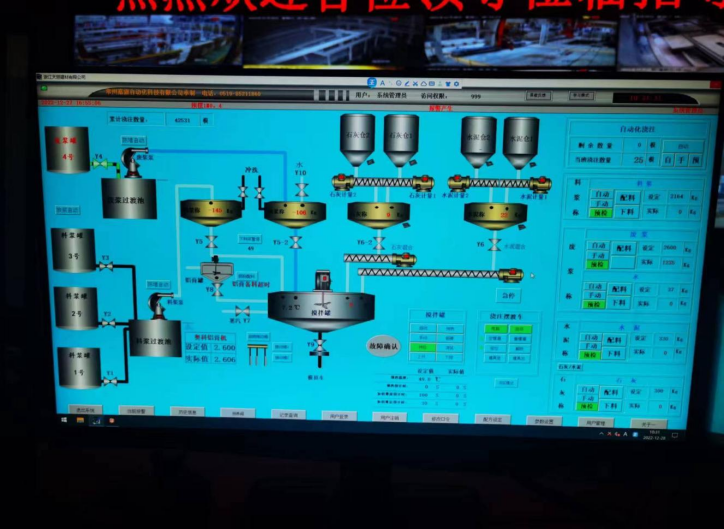
4.1 配料現場
4.2配料澆筑
4.3 加氣板插釬組網(插鋼筋網模)
4.4去泡靜養定型
4.5 加氣板拔釬(拔鋼筋網模)
4.6 翻轉行車位
4.7 切割位
4.8 地翻臺
4.9蒸壓釜工位
4.10 出釜拆分位
4.11 掰板機前
4.12 夾具位
4.13 打包入庫
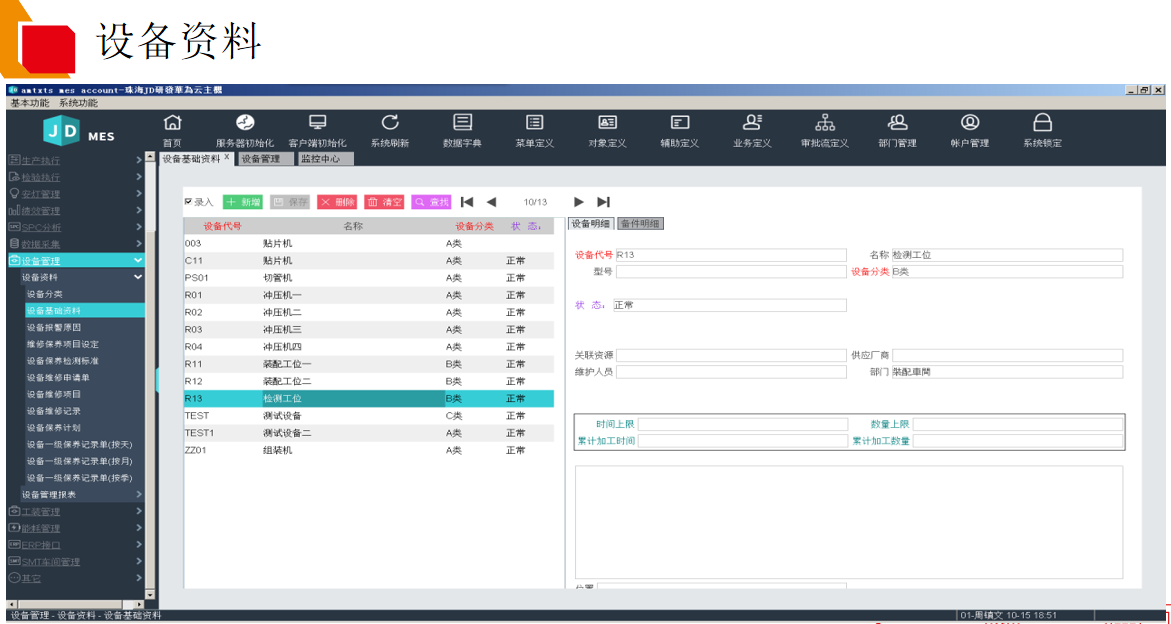
5設備運行數據采集
5.1配料區
5.2預養區
5.3切割區
5.4釜前區
5.5釜后區
1 目標
生產車間實現數字化過程管理、自動化、信息化、數字化、連續化、智慧化。
生產車間在自動化的基礎上實現數字化。基礎數據,自動采集,實現對生產線過程數據管理,逐步改善生產環境。
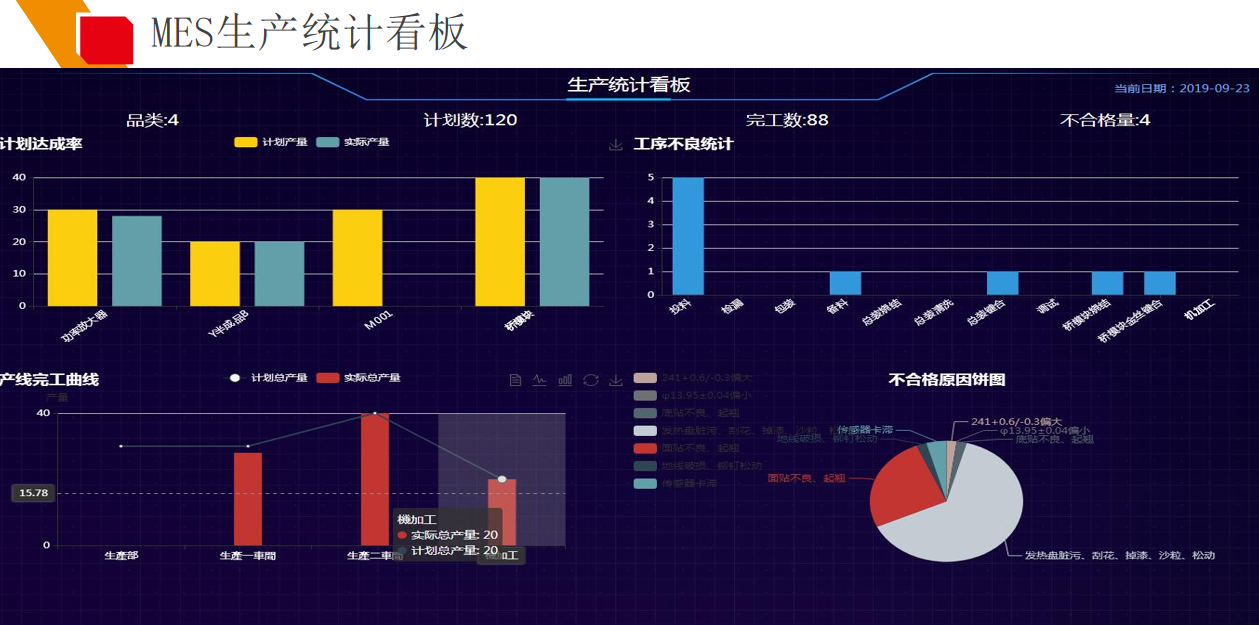
基本實現生產物料、生產設備、電能耗、生產過程管理,全面提升企業管理水平,實現節能、降本、增效、為管理層決策做參考。
實現產品質量溯源。
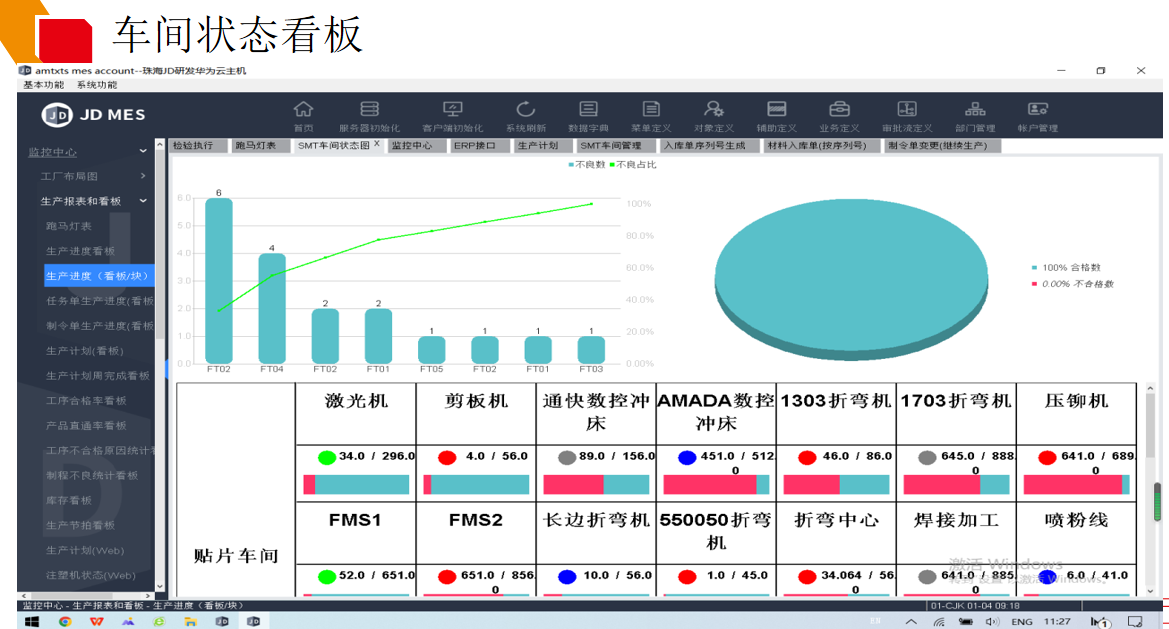
建設生產數據可視化中臺,通過和各軟件和設備接口對接提取數據,通過中臺提供綜合數據看板,便于查詢分析,服務于管理決策。
2 背景
自動化科技有限公司是一家專業從事蒸壓加氣混凝土生產線設計、技術咨詢以及生產線自動化控制的科技型企業。
公司技術核心時刻把握國內加氣混凝土技術發展的脈搏。公司總結多年來為加氣混凝土工廠設計、安裝、調試過程中的一系列經驗,自主開發了一成套加氣混凝土工藝技術。
自動化控制方面,公司學習借鑒國外先進控制技術,在充分調研國內加氣混凝土生產線的基礎上,結合國情針對加氣混凝土生產線各工段開發了一系列的自動化控制系統,尤其是無人值守自動化配料已成為國內加氣混凝土行業最先進技術。
人才是企業的動力,我們虛位以待,期待你成為我們的一員。
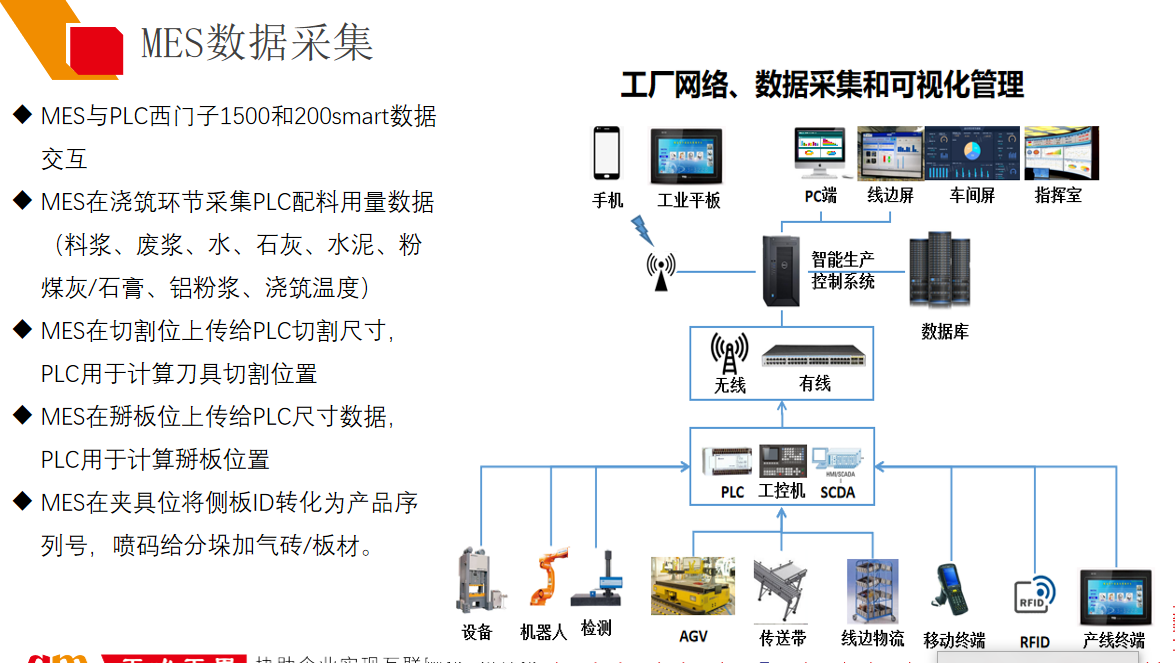
PLC為西門子1500和200smart。所有PLC全部部署在公司統一的網段內。
產品生產車間,成熟生產線1條,自動化水平高,現已經投產,目前是沒有生產過程管理系統,所以想做一個MES生產過程管理系統,實現生產車間的全面自動化和數字化升級實施。
按計劃生產,有些客戶(訂單)有特殊尺寸和數量需求,所以生產的時候,量比實際需求量大,切割產品過程中,也會有變化。
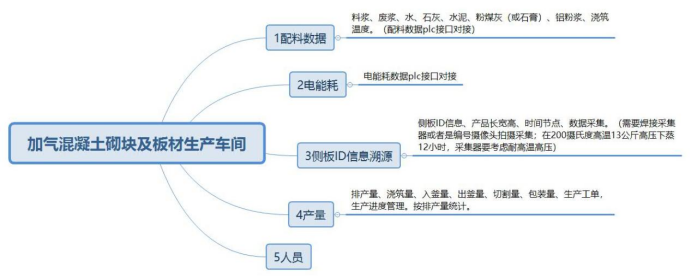
一個車間生產加氣磚和加氣板,兩個產品。其中加氣磚,里面不需要加鋼筋網膜。加氣板材里面需要加鋼筋網膜。增加安全牢固性。現行通過plc控制設備運轉。目前沒有生產工單,車間按生產計劃,滿負荷生產。在滿足需求后依據實際情況備庫生產,完成訂單需求和備庫生產后停機。
產品生產線自動化水平比較高,除了在加氣板材掛網的時候有人工操作外,其它區域實現了自動化。車間內工人主要是在停機后打掃衛生,運輸原料有傳輸帶和專用車輛、運輸成品有專用叉車。
是標準工藝和標準配方。
車間是間歇式連續流程生產,中間品不辦理出入庫手續,中間品沒有庫存,不用核算成本。
中間品和產品沒有廢品,產品生產出來有缺邊角的情況,單獨放一個區域做修補。
原材料是料漿、廢漿、水、石灰、水泥、粉煤灰(或石膏)、鋁粉漿。原材料是固定的,數據通過plc接口獲取。
3 業務流程
按需求安排生產,一般是多生產。
一條流水線生產加氣磚和加氣板兩個產品,工藝是標準工藝,配方參數是根據實際標準配方簡單做調整;加氣磚不需要加鋼筋網模,加氣板中間需要添加鋼筋網模一個環節。
人工下單。
一條流水線生產加氣磚和加氣板兩個產品,工藝路線是固定的,配方是根據實際情況簡單做調整的,工藝規程(參數)會做調整。
訂單有特殊要求,通過調整工藝參數和調值來實現。
工藝參數和配方會有微調變更的
批次,公司logo,在包裝前噴涂上去。
考慮將批號或制成時間作為批號噴涂成條碼。
之后打包后由叉車運入堆場。
4 車間現場
一個車間生產加氣磚和加氣板,原料是固定的,工藝路線是固定的,配方是固定的,有變更;工藝規程(參數)要求是固定的,有變更。
車間現場PLC為西門子1500和200smart。所有PLC全部在統一的網段內。
中控室可以操作電腦,可以使用手機,查看監控各操作流程運行情況。
石灰,水泥,粉煤灰(石膏)



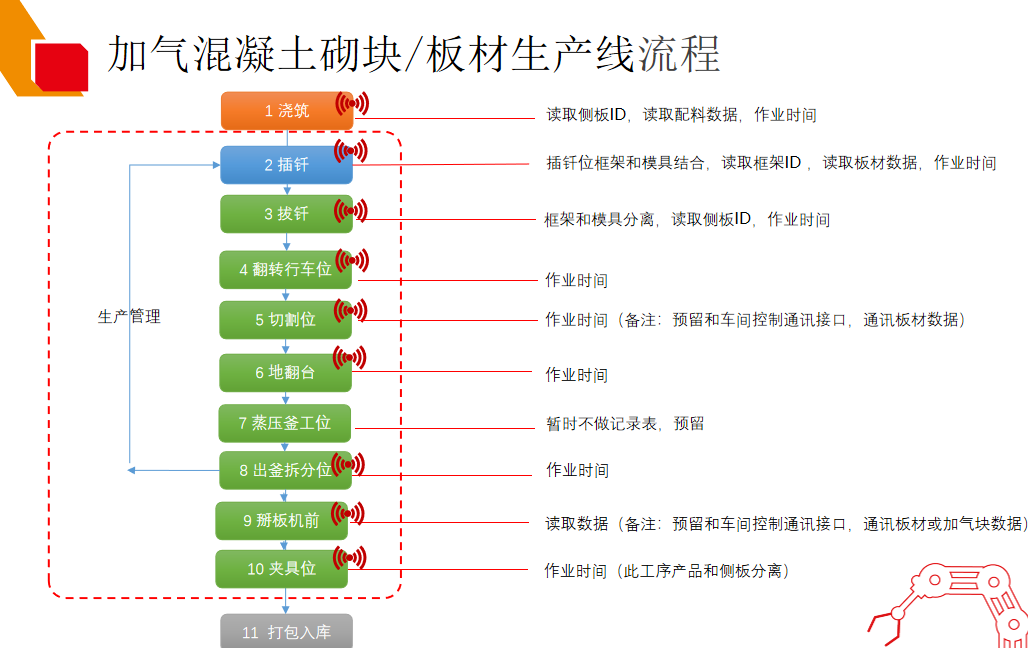
在澆筑位讀取側板ID,讀取配料數據和時間


到插釬位框架和模具結合,讀取框架ID ,讀取板材數據和時間,(備注:加氣磚不需要插釬,讀取數據為0就行。)



到拔釬位,框架和模具分離,讀取側板ID,記錄時間,(備注:加氣磚不需要拔釬,讀取數據為0就行。)

翻轉行車位,記錄時間

切割位。記錄時間。(預留和車間控制通訊接口,通訊板材數據)


地翻臺。記錄時間

蒸壓釜工位暫時不做記錄表,預留(蒸壓釜38米長,6.2米一組,可放6組)

出釜拆分位,記錄時間。

掰板機前讀取數據。(預留和車間控制通訊接口,通訊板材或加氣塊數據)

夾具位 。記錄時間。此工序產品和側板分離。

后續打包入庫


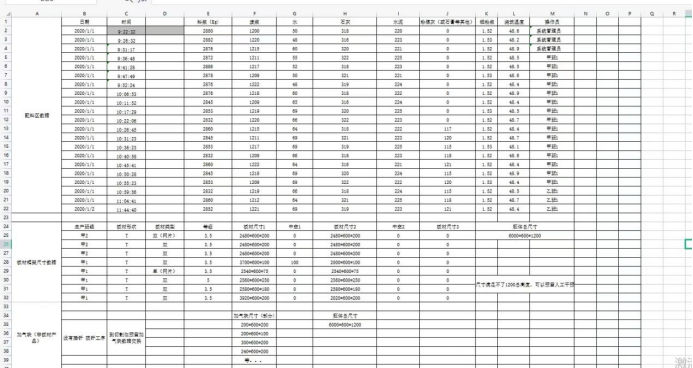
5設備運行數據采集
主攪拌機:電流150A,工作頻率 40HZ。
料漿:電流40A。
廢漿泵:電流38A。
擺渡車行走電機:電流18A,工作頻率 70HZ。
摩擦輪:電流2A,工作頻率 45HZ。
翻轉行車油泵:電流12A,工作頻率 50HZ,液壓站總壓力,1.2MPA。
切割小車:電流8A,工作頻率 45HZ。
出口小車:電流9A,工作頻率 48HZ。
地翻臺油泵:電流36A,液壓站總壓力,1.2MPA。
掰板機油泵:電流37A,液壓站總壓力,1.3MPA。
1 idc
2 rfid電子識別碼識別
3 ocr識別
條碼槍,和pc匹配
時間點和空間點給一個號,定位。給他一個編號。
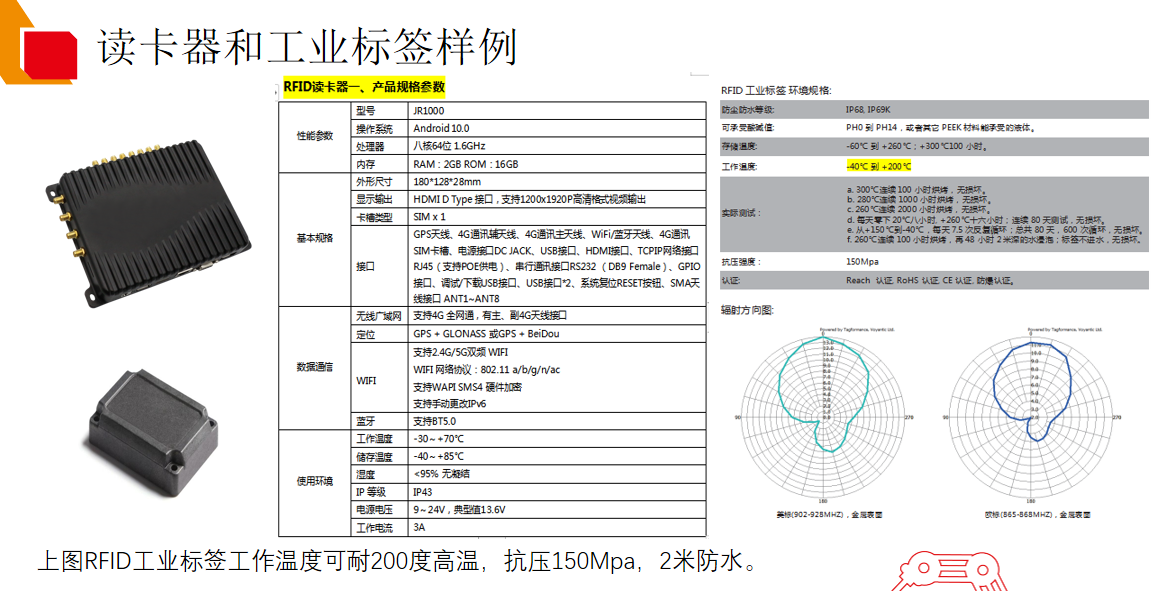
編號先實現,再考慮識別還是掃碼。藍牙,IFID,無線電,讀取距離。布局干擾信號,高低頻。先做實驗的,先要側,有源芯片,選擇最好固定最佳的位置。200度高溫可以,壓力13.5公斤不是事。要做實驗。IFID或者OCR圖像識別。(需要攝像頭,接口就會給我們)很快很準確。這種級別的百度找代碼就可以。標識清晰很大就可以識別。造價還低。標簽粘在上面,記錄下來了。速度不快,好好實驗,讀到以后,用RFID也行,有源是芯片,有消耗壽命,找一個東西貼片,包裹起來,放在邊上,走到中間位置讀一下就行,耐高溫防壓力,找合適的包材包起來,去現場做實驗,就可以了。讀取器,寫到軟件里,讀取器就是IP地址,時刻符號到哪個位置,哪個位置對應哪個工序。比較簡單。
方案確定,去現場實驗一下。原理可以,實際尺寸對不上就麻煩了。RFID造價高一點,一條芯片20塊錢。備100個,
適配安卓系統。傳服務器也行。